工业嘉利锐牌圆形刀片规格,圆刀片
黔南2023-04-13 08:04:33
11 次浏览小百姓16033123008
联系人:张先生
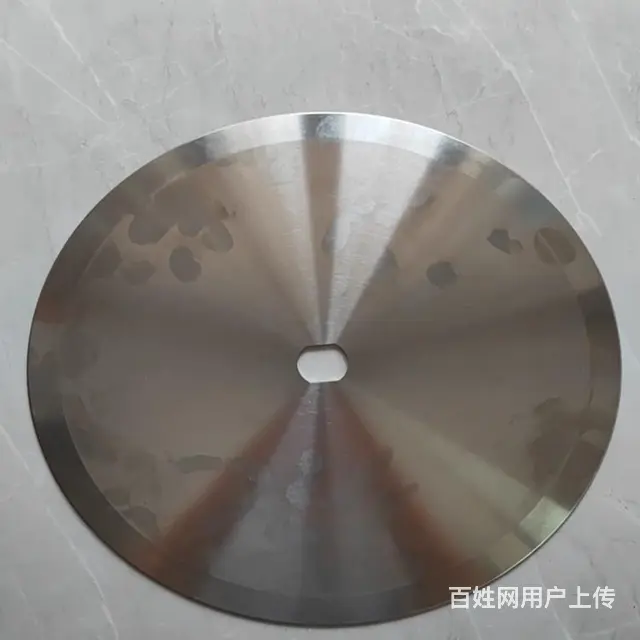
圆刀片,即圆形刀片。外形成圆形状,一般圆刀片应用于机械设备上,主要是切割,修边等加工功能。圆刀片通常都具有中间孔,目的是能够使其固定在机械设备上,从而达到切割功能。其中也有很多款圆刀片刀口是齿状(平齿、尖齿、不规则齿状),刀口开刃有双面、单面、不开刃三种。
不锈钢食品圆形刀具 圆刀片生产厂家 圆刀片价格,尊敬的客户,欢迎您的光临,由于刀片种类很多,我们简单的放了些图片,或许贵公
司使用的是其他规格的圆刀,分切的东西不一样,对刀片的精度,耐磨度也不一样,大家可以
一起交流下经验,比如,原来的刀片分切出来的产品不平整,有毛边,有的还会崩口,或者您想咨询现在自己用的还过得去的这种,也许您并不知道刀片的尺寸,没关系,在这里,相遇也是一种缘分,大家可以咨询我们
碟形刀常用规格:
Φ105XΦ70X1 ; Φ105XΦ70X1.2 ;
Φ105XΦ70X1.5 ; Φ100XΦ66X1 ;
Φ*******************XΦ70X1 ;
Φ118XΦ80X1.2 ; Φ130XΦ80X1.2 .
分切刀片主要用于纸张 薄膜 金 银箔 铝箔 铜箔 磁带等物品的分切,要求刀片切断阻力小,耐磨性。出于对商品精度的要求刃具有时须达到微米级精度。
分切园刀片常用规格:
Φ300XΦ25.4X2 ; Φ350XΦ25.4X3 ;
Φ400XΦ30X3 ; Φ450XΦ25.4X3 ;
Φ450XΦ30X3 ; Φ500XΦ32X3 ;
Φ550XΦ30X4 ; Φ600XΦ30X4 .
Φ650XΦ30X4 ; Φ700XΦ30X5.
也可以做成齿型刀片
每天都在使用裁切机时,由于各种因素往往会出现上刀、下刀现象(也称凸刀、凹刀现象),给后面的套准带来困难。在此小编对上刀、下刀现象的产生原因做一分析与总结。
1、操作原因
(1)操作时不压千斤,定位后直接裁切,导致出现上刀、下刀现象。裁切时,应先压实千斤,之后再裁切;
(2)向前推送材料时用力不足或用力过猛,材料被弹回,造成歪斜出现上刀、下刀。裁切纸张时应规范操作。
2、刀条原因
正常时刀条与平台平面平行。当刀条过高或过低时,也容易出现上刀、下刀现象。这时需调整刀条使其与平台平面平行。
3、刀片的角度调节不正确
刀片的角度应根据被裁切材料而定,薄、松、软的原材料,刀片角度要小,一般为25~30°;厚、实、硬的原材料,刀片角度要大,一般为30~35°。否则,容易出现上刀、下刀现象,并加快刀片钝化。
、材料原因
如当纸张出厂时间较短、较松软,纸张内滞留空气较多、不实,裁切时也易出现上刀、下刀现象。
9、千斤压力不够
(1)机械压力弹簧弹力不够。此时必须增大压力,如果增大到 大位置时还不行,则需更换弹簧。注意:如果是多根弹簧中的一根断了,则需同时更换多根弹簧,否则也会出现压力不均、不够等现象,造成上刀、下刀现象。
(2)液压不足。即油路或油泵中的液压油不够,从而导致压力不足,此时需查明原因,对症下药
联系电话:13855523728