钢板防护罩供应商,立加导轨防护罩
黔南2023-02-26 20:07:27
24 次浏览user_6969976
价格:112元
联系人:李国庆
为什么要选用质量好的钢板护罩
1、质量好的钢板防护罩,使用寿命可高达3-8年,寿命长,平均成本低,劣质护罩使用寿命在几个月到一年左右,相对成本 一些;
2、使用过程中不易出现,质量好的钢板护罩承重高,发不涩,不易脱节,劣质护罩易脱节,发涩,如果出现露屑现象,易造成损伤导轨的情况。脱节后,护罩直接报废。
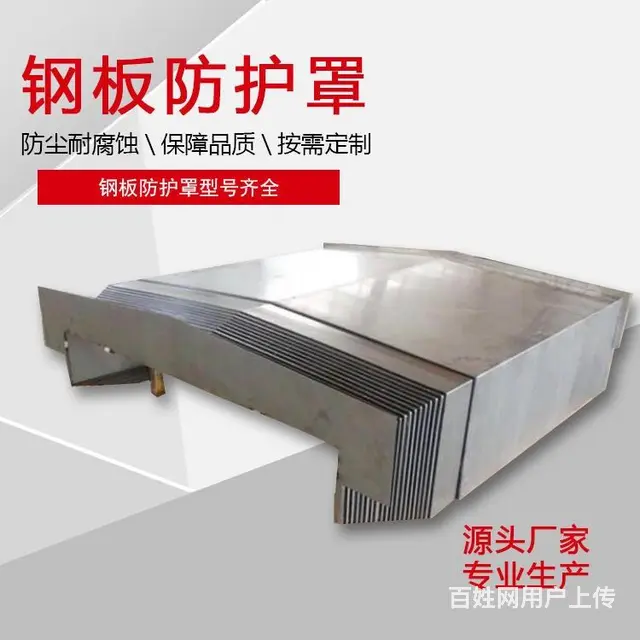
防护罩是需要防范灰尘及切屑、硬沙粒等转入轨道,增加硬质颗粒状的异物对滑动轨面的受损,需要增加导轨因操作者变形对加工精度的影响,维持机床加工精度。防护罩表面应平滑无毛刺和锐利棱角,不应沦为新危险源;且防护罩不应影响视线和正常操作者,应便于设备的检查和修理。厂也可派人到现场测量。
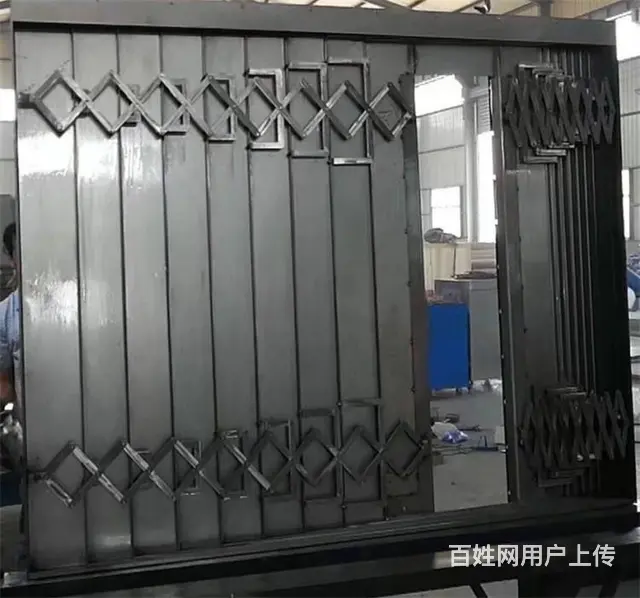
滑轮钢板防护罩伸缩式导轨防护罩是机床的传统防护形式。
在这一领域里钢制伸缩式导轨防护罩被广泛的应用,对防止切屑及其它尖锐东西的进入起着有效的防护作用,通过一定的结构措施及合适的刮屑板也可有效的降低冷却液的渗入。
我厂钢制伸缩式导轨防护罩能够适应现代机床对高科技、正确的安装位置、高运行速度等方面不断提高的要求。钢板防护罩具有密封好,能防铁屑、防冷却液,防工具的偶然事故。
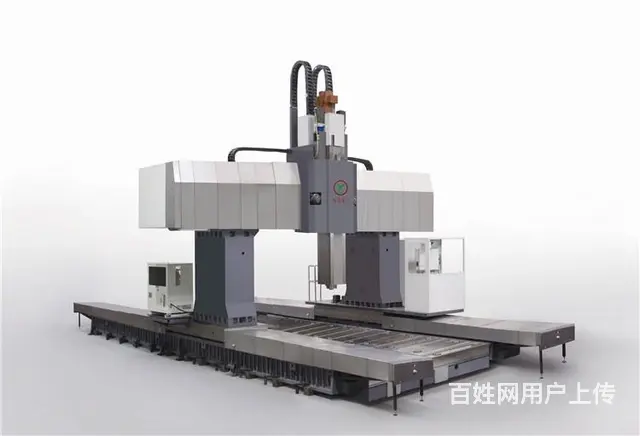
数控机床的产生与发展
随着社会生产和科学技术的迅速发展,机械产品日趋精密复杂,且需求频繁改型,特别是在宇航、造船、军事等领域所需的机械零件,精度要求高,形状复杂,批量小。加工这类产品需要经常改装或调整设备,普通机床或专用化程度高的自动化机床已不能适应这些要求。为了解决上述问题,一种新型的机床——数控机床应运而生。这种新型机床具有适应性强、加工精度高、加工质量稳定和生产效率高等优点。它综合应用了电子计算机、自动控制、伺服驱动、精密测量和新型机械结构等多方面的技术成果,是今后数控机床的发展方向。
数控机床的产生
世界上第一台成功研制的数控机床是一台三坐标的数控铣床,于1952年由美国帕森斯公司(Parsons)和麻省理工学院(MIT)合作完成。早在1948年,美国在研制加工直升机叶片轮廓检查用样板的加工机床任务时,就提出了研制数控机床的初始设想。1949年,在美国空军部门的支持下,帕森斯公司正式接受委托,与麻省理工学院伺服机构实验室合作,开始从事数控机床的研制工作。经过三年时间的研究,于1952年试制成功世界上第一台数控机床试验性样机。这是一台采用脉冲乘法器原理的真线插补三坐标连续控制铣床。其控制装置由2000多个电子管组成,占了一个普通实验室那么大。这台数控铣床的诞生,标志着机械制造的数字控制时代的开始。
数控机床加工是把刀具与工件的运动坐标分割成 小的单位量,即 小位移量。由数控系统根据工件程序的要求,使各坐标移动若干个 小位移量,从而实现刀具与工件的相对运动,以完成零件的加工。 [1]
功能特点
加工中心
加工中心(6张)
数控铣削加工除了具有普通铣床加工的特点外,还有如下特点:
1、零件加工的适应性强、灵活性好,能加工轮廓形状特别复杂或难以控制尺寸的零件,如模具类零件、壳体类零件等;
2、能加工普通机床无法加工或很难加工的零件,如用数学模型描述的复杂曲线零件以及三维空间曲面类零件;
3、能加工一次装夹定位后,需进行多道工序加工的零件;
4、加工精度高、加工质量稳定可靠,数控装置的脉冲当量一般为0.001mm,高精度的数控系统可达0.1μm,另外,数控加工还避免了操作人员的操作失误;
5、生产自动化程度高,可以减轻操作者的劳动强度。有利于生产管理自动化;
6、生产效率高,数控铣床一般不需要使用专用夹具等专用工艺设备,在更换工件时只需调用存储于数控装置中的加工程序、装夹工具和调整刀具数据即可,因而大大缩短了生产周期。其次,数控铣床具有铣床、镗床、钻床的功能,使工序高度集中,大大提高了生产效率。另外,数控铣床的主轴转速和进给速度都是无级变速的,因此有利于选择 切削用量;
数控铣床的主要功能
(1)点位控制功能:数控铣床的点位控制主要用于工件的孔加工,如中心钻定位、钻孔、扩孔、锪孔、铰孔和镗孔等各种孔加工操作。
(2)连续控制功能:通过数控铣床的直线插补、圆弧插补或复杂的曲线插补运动,铣削加工工件的平面和曲面。
(3)刀具半径补偿功能:如果直接按工件轮廓线编程,在加工工件内轮廓时,实际轮廓线将大了一个刀具半径值;在加工工件外轮廓时,实际轮廓线又小了一个刀具半径值。使用刀具半径补偿的方法,数控系统自动计算刀具中心轨迹,使刀具中心偏离工件轮廓一个刀具半径值,从而加工出符合图纸要求的轮廓。利用刀具半径补偿的功能,改变刀具半径补偿量,还可以补偿刀具磨损量和加工误差,实现对工件的粗加工和精加工。
(4)刀具长度补偿功能:改变刀具长度的补偿量,可以补偿刀具换刀后的长度偏差值,还可以改变切削加工的平面位置,控制刀具的轴向定位精度。
(5)固定循环加工功能:应用固定循环加工指令,可以简化加工程序,减少编程的工作量。
(6)子程序功能:如果加工工件形状相同或相似部分,把其编写成子程序,由主程序调用,这样简化程序结构。引用子程序的功能使加工程序模块化,按加工过程的工序分成若干个模块,分别编写成子程序,由主程序调用,完成对工件的加工。这种模块式的程序便于加工调试,优化加工工艺。
数控铣床加工范围
(1)平面加工:数控机床铣削平面可以分为对工件的水平面(XY)加工,对工件的正平面(XZ)加工和对工件的侧平面(YZ)加工。只要使用两轴半控制的数控铣床就能完成这样平面的铣削加工。
(2)曲面加工:如果铣削复杂的曲面则需要使用三轴甚至更多轴联动的数控铣床。
数控铣床的装备
(1)夹具:数控铣床的通用夹具主要有平口钳、磁性吸盘和压板装置。对于加工中、大批量或形状复杂的工件则要设计组合夹具,如果使用气动和液压夹具,通过程序控制夹具,实现对工件的自动装缷,则能进一步提高工作效率和降低劳动强度。
(2)刀具:常用的铣削刀具有立铣刀、端面铣刀、成形铣刀和孔加工刀具
联系电话:13731711230